
07. November 2025
The design of transfer tools is complex and crucial for costs, performance, and process reliability. Unclear use of clearance curves leads to queries and rework.
Virtual, kinematic transfer simulation makes processes transparent, simplifies collaboration, and ensures smooth production. Make the obvious visible – simplify tool design for lower costs and better transfer tools.
05. September 2022
Stamping equipment is characterized by its adjustability. The motions of the system are adjustable and enable the productivity to be optimized significantly. Therefore, it is obvious to use the CAD systems features to emulate the throughput to take advantage of such benefits. The additional gain as well as the effort of such an animation hardly justify the result. A real simulation using press parameters and exact stroke rate calculation is easier to use, faster and finally cheaper.
12. Mai 2022
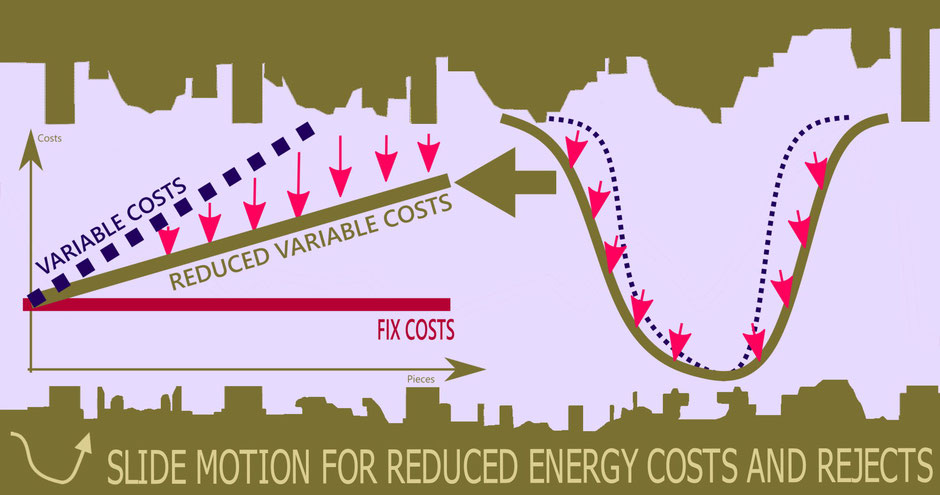
Today, we all know that servo presses are the best in terms of stroke rate and output. But what can be done when the production time is plenty to cover the demand of parts and at the same time the cost of materials and energy make any previous calculation obsolete?
A slide curve adapted to current requirements significantly reduces variable costs. Instead of aiming for a high stroke rate, it is currently worthwhile to optimize the re-set-up in terms of reduced energy costs and fewer rejects.
10. Mai 2022
AI and machine learning are considered to be ultimate weapons in the handling of large and small challenges. Algorithms process incredible amounts of data and, despite monotonous and repetitive routines, neither feel bored nor lose concentration. Away from the discussion about the possibilities and limits of this, however, humans gain two things. A different way of looking at problems, as well as time for creative solutions. This is the breeding ground for innovation and competitive advantage.
13. Mai 2021
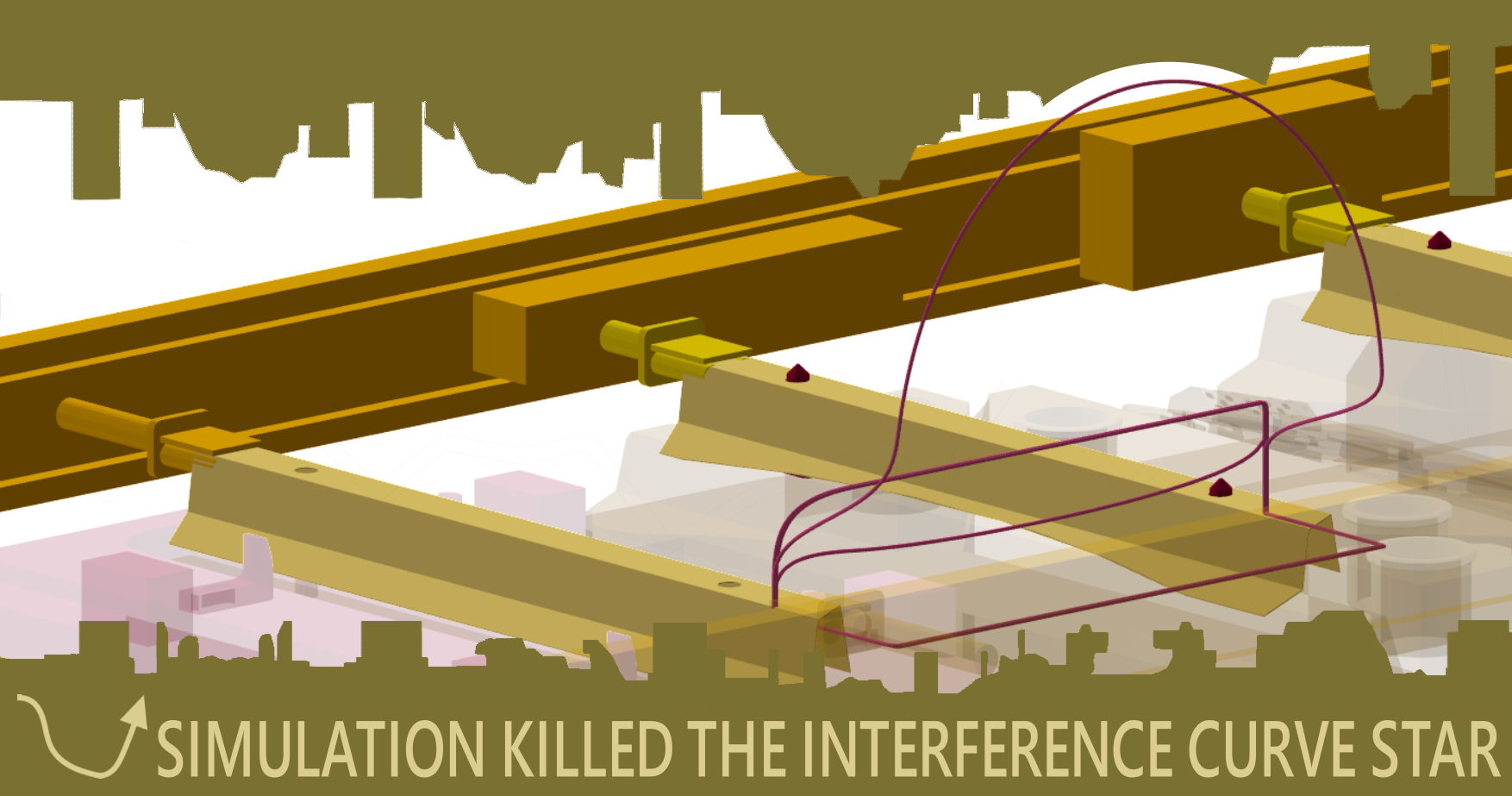
One of the principles that drives me is "Simplicity is the soul of efficiency".
This sums up what kinematic virtual simulation of press and die movements is for. This 3D CAD data-based methodology is the key to accelerate die design times and minimize machine downtime. But best of all, the combined view of die design in the context of machine movements makes the potential output rate predictable and thus the design optimizable.

10. November 2020
Finally there is a ray of hope - after day in, day out for months only one topic dominated our thinking. The pandemic not only dominates our private lives, we have also been fooled by the prevailing uncertainty in our business environment. At the latest now, with yesterday's news and the prospect of a vaccine, it is time to look ahead, define goals and prepare the stamping plants & forming machines for the post-COVID era.

10. November 2020
Endlich gibt es einen Lichtblick – nachdem tagein, tagaus seit Monaten nur noch ein Thema unser Denken beherrschte. Die Pandemie bestimmt nicht nur unser privates Leben, auch im unternehmerischen Umfeld haben wir uns allzu gerne von der vorherrschenden Ungewissheit verblenden lassen. Spätestens jetzt wird es Zeit den Blick nach vorne zu richten, Ziele zu definieren und die Presswerke & Umformautomaten auf die Post-COVID Ära vorzubereiten.

05. April 2020
We are receiving dramatic pictures and messages these days.
But isolated glimmers of hope - as is currently the case at the petrol pumps - delight the consumer. And I am sure that just as the sun rises again after every night, we will overcome this crisis together.
Would you like to know how you can save on training in sheet metal forming?
Webinars for press setters provide basic knowledge for the optimal parameters of servo presses and/or for 3D / 3axis transfers.

25. März 2020
Social distancing? Low order volumes? What about the health of the loved ones? …?
A resource that is very rare in normal times - time - has been made available in the production environment.
Webinars offer an ideal opportunity to increase the knowledge of your employees while respecting the present ban on human contact. Use the time that has become free during these days without further interruptions in production, without affecting shift schedules to increase future productivity.

03. Januar 2020
Durch optimale Einstellung der Prozessparameter an Folgeverbund- und Transferpressen kann die Taktzahl der Anlagen beträchtlich erhöht werden. Der Erfolg einer solchen Prozessoptimierung wird in der Regel durch die Hubzahlsteigerung ausgedrückt.
Doch ab wieviel mehr Ausbringung ist eine solche Maßnahme auch unter wirtschaftlichen Gesichtspunkten profitabel?