
Nachdem wir im ersten Teil die Rüstvorbereitung so gestaltet haben, dass die Maschine zum „Boxenstopp“ erst angehalten wird, wenn alles bereitliegt, widmen wir uns nun der Frage: Wie wird die Maschine effizient, ergonomisch und sicher umgebaut? Ziel ist ein wiederkehrender, verlässlicher und planbarer Werkzeugwechselprozess, der die Grundlage für kontinuierliche Verbesserung bildet.
1. Arbeitsschritte definieren
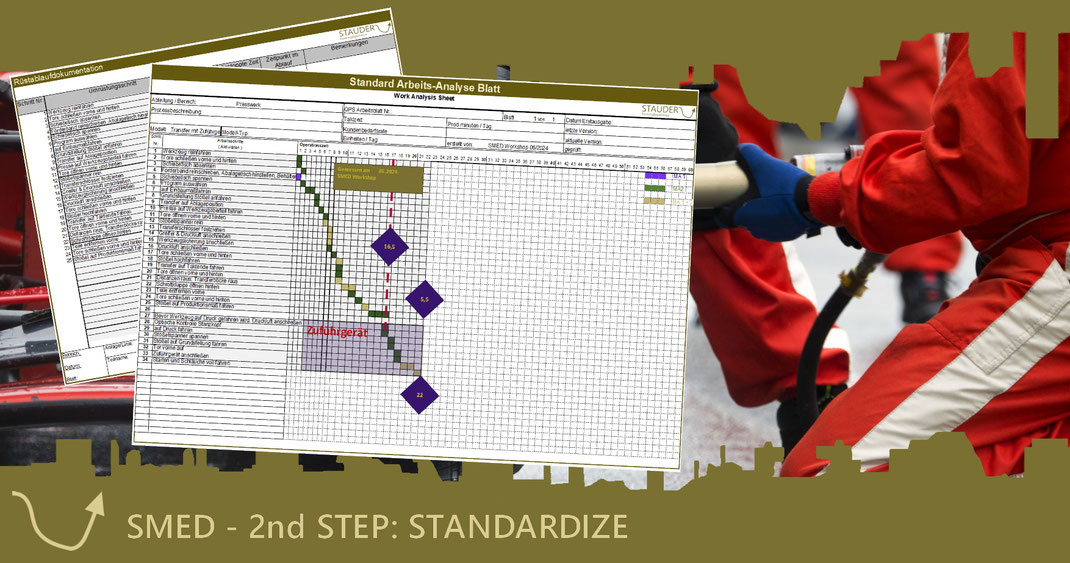
Zunächst werden alle Tätigkeiten des Rüstprozesses detailliert erfasst. Ähnlich dem REFA-Ansatz werden sowohl menschliche Tätigkeiten – etwa das Bedienen der Anlage, Öffnen der Schutztore oder Festziehen der Spannelemente – als auch maschinelle Abläufe wie das Verfahren des Schiebetischs oder das Anfahren der Stößelverstellposition schriftlich dokumentiert. Dieser Schritt schafft Transparenz und bildet die Basis für die spätere Standardisierung.
2. Unterscheidung intern / extern
In der SMED-Methodik werden die Rüstvorgänge in interne und externe Schritte unterteilt. Interne Schritte finden ausschließlich bei Maschinenstillstand statt, externe Schritte können bereits vorher oder parallel erledigt werden. Typische externe Tätigkeiten sind das Bereitlegen von Werkzeugen, Materialien, Hilfsaggregaten oder Qualitätsdokumenten sowie organisatorische Abstimmungen. Die Trennung macht sofort sichtbar, welche Schritte nur innerhalb des Stillstands durchgeführt werden und somit sich direkt auf die Rüstzeit auswirken. Zielsetzung für eine Optimierung ist daher immer interne Schritte in externe Umzuwandeln.
3. Reihenfolge der Umrüstungsschritte festlegen
Ein wesentlicher Hebel zur Rüstzeitverkürzung entsteht durch die Abstimmung der Beteiligten: In Workshops bringen Mitarbeiter ihre Best-Practices, Tricks und Erfahrungen ein, um die effizienteste Reihenfolge der Arbeitsschritte zu bestimmen. Daraus entsteht ein verbindlicher, aber sehr individueller auf die jeweilige Organisation abgestimmter Ablauf, der den derzeit besten bekannten Rüstprozess dokumentiert – der erste Schritt zu einem echten Standard.
4. Zeitmessung der einzelnen Schritte
Für jeden Arbeitsschritt wird die benötigte Zeit gemessen. Dadurch lassen sich Gesamtumrüstzeiten ermitteln und Abweichungen vom Standard sichtbar machen. Nur was messbar ist, kann verbessert werden: Zeit ist messbar bilden die Grundlage für zukünftige Optimierungen und gibt als Gesamt-Rüstzeit als KPI Aufschluss über die Güte des Werkzeugwechsels.
5. Verantwortlichkeiten und Aufgabenteilung
Im Rüststandard muss genau definiert sein, wie viele Personen aktiv am Rüstvorgang beteiligt sind und wer welche Schritte ausführt. Zuständigkeiten dürfen nicht dem Zufall überlassen werden, sondern müssen klar festgelegt sein. Diese Struktur sorgt für reibungslose Abläufe und verhindert Verzögerungen während des Rüstvorgangs.
6. Training und Lessons Learned
Wiederholung ist die Mutter allen Lernens – deshalb wird der Rüstablauf am Ende im realen Umfeld gemäß Standard durchgeführt. Ein zentraler Aspekt ist dabei die Beobachtung während des Ablaufs sowie ein anschließendes Review mit Lessons Learned. SMED bedeutet, die Erkenntnisse aller Beteiligten in der Organisation nutzbar zu machen und konsequent nach den standardisierten Abläufen zu arbeiten.
Mit der zweiten Phase der SMED-Einführung entsteht ein planbarer, wiederkehrender Ablauf, der unabhängig von der ausführenden Person zu verlässlichen Ergebnissen führt. Durch die Einbindung möglichst aller am Rüstprozess beteiligten Mitarbeiter wird nicht nur das kollektive Wissen gebündelt, sondern auch das Commitment für den Standard gestärkt. Der daraus resultierende Rüststandard bildet die Grundlage für jeden PDCA- oder kontinuierlichen Verbesserungsprozess und ermöglicht es nicht nur, neue Mitarbeiter effizient einzuarbeiten, sondern sichert langfristig auch Effizienz, Qualität und Planbarkeit im Werkzeugwechsel.
Möchten Sie die Konzepte von SMED direkt in Ihrem Betrieb umsetzen und Rüstzeiten messbar verkürzen? In unserem praxisorientierten Inhouse-Workshop „Schnelles Rüsten nach SMED“ zeigen wir Schritt für Schritt, wie Rüstvorgänge analysiert, vorbereitet und standardisiert werden.