
12. Mai 2022
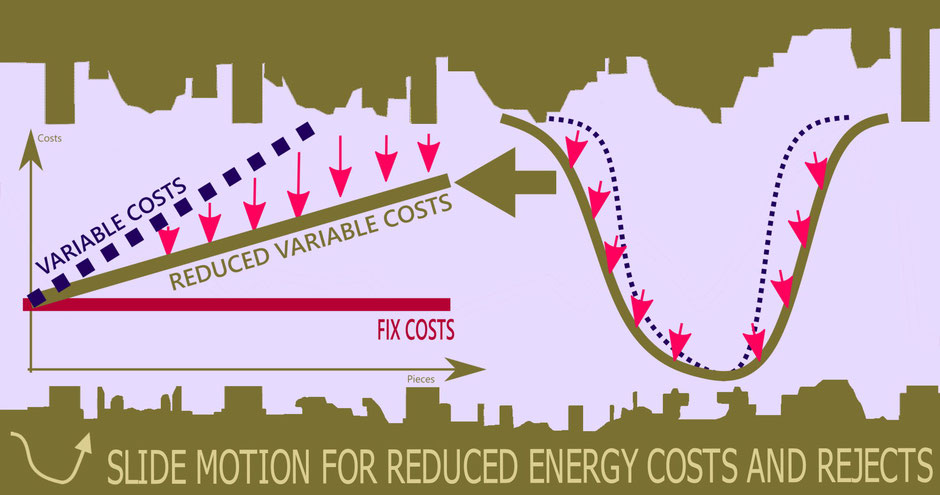
Today, we all know that servo presses are the best in terms of stroke rate and output. But what can be done when the production time is plenty to cover the demand of parts and at the same time the cost of materials and energy make any previous calculation obsolete?
A slide curve adapted to current requirements significantly reduces variable costs. Instead of aiming for a high stroke rate, it is currently worthwhile to optimize the re-set-up in terms of reduced energy costs and fewer rejects.

10. November 2020
Finally there is a ray of hope - after day in, day out for months only one topic dominated our thinking. The pandemic not only dominates our private lives, we have also been fooled by the prevailing uncertainty in our business environment. At the latest now, with yesterday's news and the prospect of a vaccine, it is time to look ahead, define goals and prepare the stamping plants & forming machines for the post-COVID era.

05. April 2020
We are receiving dramatic pictures and messages these days.
But isolated glimmers of hope - as is currently the case at the petrol pumps - delight the consumer. And I am sure that just as the sun rises again after every night, we will overcome this crisis together.
Would you like to know how you can save on training in sheet metal forming?
Webinars for press setters provide basic knowledge for the optimal parameters of servo presses and/or for 3D / 3axis transfers.

25. März 2020
Social distancing? Low order volumes? What about the health of the loved ones? …?
A resource that is very rare in normal times - time - has been made available in the production environment.
Webinars offer an ideal opportunity to increase the knowledge of your employees while respecting the present ban on human contact. Use the time that has become free during these days without further interruptions in production, without affecting shift schedules to increase future productivity.

03. Januar 2020
The stroke rate of progressive and transfer presses can be significantly increased by the optimal adjustment of the process parameters. The success of such a process optimization is usually expressed by the increase in stroke rate.
But how much additional output must be achieved so that the costs of this effort can be economically justified?

21. November 2019
Whether you want to prepare yourself for the challenges that industry 4.0 / IoT or e.g. as a reaction to electromobility brings, there are many reasons why you want to recruit experts for your company. Providing know-how and expertise in new business fields or niche areas is always a challenge.
We also encounter these challenges in our everyday lives, even beyond the above-mentioned trendy and visionary directions.

03. November 2019
Blechexpo and Fabtech trades are just around the corner, and for me this is heralding the final phase of the working year. This is the time to regularly spend time planning and designing the new year. Residual budgets can be of great help in implementing corporate goals and promoting your own employees. To think about the new year in time offers a personal advantage in the new year and increases the anticipation of a merry Christmas.

26. Oktober 2019
Great efforts are made to increase the production quantity of forming machines. Those responsible diligently create value stream analyzes, constantly optimize setting values, invest in modern production equipment and much more in order to increase output.
A concrete and outright structured analysis of the process bottleneck helps to address the causes with efficient means and leads to a sustainable improvement.

16. April 2019
Maximum stroke rates on presses are an obvious must in times of enormous demand, no question.
As soon as the demand for formed parts drops, it is more important to trim the production to maximum efficiency and thus to optimum stroke rates. Specifically, this means re-adjusting the press and 3-axis transfer settings not only in regard of the absolute number of strokes, but especially in terms of the reduction of maintenance and the energy consumption per manufactured part.

28. März 2019
One would think that the correct application of clearance curves in the transfer tool design is not only an absolute must, but a matter of course.
A technically error-free and clear flow chart, whether classical with clearance curves or carried out based on a virtual flow simulation, enables the press to be operated at maximum output.